












內孔滾壓刀 鏡面滾壓工具 通孔型滾光刀

滾壓加工是一種無切屑加工,通過一定形式的滾壓工具向工件表面施加一定壓力。在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的。
通孔型和J盲孔型消耗
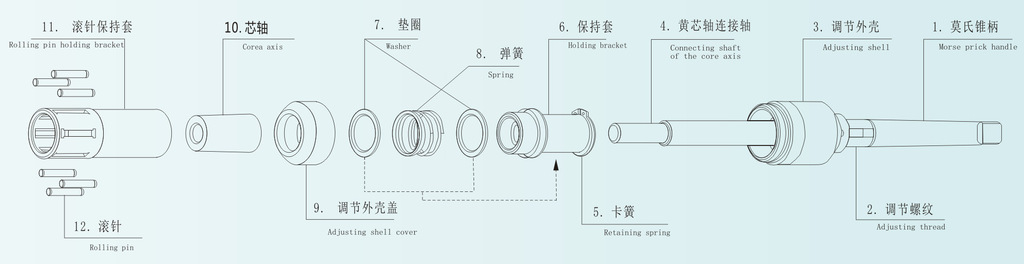
部件的更換
使用方法
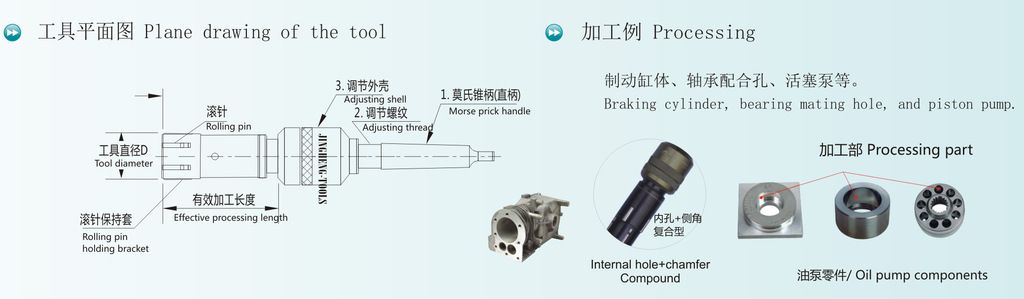
1.將工具裝夾在鉆、車、銑、鏜床和數控車床、加工中心等機床主軸上,工具轉動,工件不動進行右旋轉加工,也可工具固定,工件旋轉加工,工具與加工孔的中心重合。
2.上下推動有刻度鋁殼同時左右旋轉,可調整工具直徑,每格刻度為0.0025mm
3.加工時推薦用冷卻潤滑油,潤滑油要過濾并保持清潔(也包括滾壓外徑、平面、 錐面、球面)。
4.工具退回時會自動縮小直徑,不會損傷已加工表面。

注意事項
1.滾壓前孔壁不宜有較深刀痕,刀紋應均勻、松弛(此條件也包括滾壓外徑、平面、錐面、球面),粗糙度Ra3.2左右。
2.為了獲得合理的滾壓余量,應根據工件本身情況(主要是材質、硬度、滾壓前表面精糙度)有所選擇,故批量加工前應試加工2~3件,求出滾壓余量。

3.加工盲孔時底部約0.5mm無法加工,為使滾壓頭不能加工的部分zui小,調整好工具直徑后,磨削除去滾針頂端部同樣位置的心軸部分。
4.工件必須有足夠的壁厚,一般應超過孔徑的15%,若壁太薄,應在減少壁厚前進行滾壓,或用一個型架來支撐周邊。
5.根據機床選擇好工具裝夾部形狀(直柄、莫氏錐柄、BT柄等)。
內孔滾壓刀*


