您現(xiàn)在的位置:機(jī)床商務(wù)網(wǎng)>技術(shù)中心>技術(shù)動(dòng)態(tài)
切削加工過(guò)程的在線監(jiān)測(cè)與自適應(yīng)控制
2013年08月23日 09:12點(diǎn)擊:3875作者:默認(rèn)來(lái)源:>>進(jìn)入該公司展臺(tái)
【中國(guó)機(jī)床商務(wù)網(wǎng)】導(dǎo)讀:數(shù)控加工技術(shù)是航空*制造技術(shù)的重要組成部分。隨著航空工業(yè)的不斷發(fā)展,航空制造業(yè)對(duì)數(shù)控加工技術(shù)的要求越來(lái)越高。而數(shù)控加工技術(shù)仍然存在著技術(shù)風(fēng)險(xiǎn)與問(wèn)題,這種風(fēng)險(xiǎn)來(lái)自整個(gè)加工過(guò)程,如設(shè)備因素、人為因素、工件因素和刀具因素等。在實(shí)際的生產(chǎn)過(guò)程中,多軸數(shù)控加工過(guò)程并非一直處于理想狀態(tài)。切削力會(huì)導(dǎo)致彈性讓刀變形,殘余應(yīng)力會(huì)引起工件的扭曲變形,機(jī)床振動(dòng)、刀具磨損、切削熱等多種因素也會(huì)導(dǎo)致不同程度的加工變形。這就使得加工出來(lái)的零件和理論模型之間存在一定的偏差。在加工過(guò)程中一旦工藝參數(shù)選擇不合理,就會(huì)導(dǎo)致工件加工表面質(zhì)量差、設(shè)備加工能力得不到充分發(fā)揮,同時(shí)機(jī)床組件及刀具的使用壽命也會(huì)受到嚴(yán)重影響。
在實(shí)際加工過(guò)程中,采用傳統(tǒng)加工技術(shù)選用的加工參數(shù)一般過(guò)于保守,且無(wú)法根據(jù)產(chǎn)品實(shí)際的加工狀態(tài)進(jìn)行加工過(guò)程的優(yōu)化。隨著*監(jiān)控技術(shù)與測(cè)試手段的不斷發(fā)展,借助*傳感技術(shù)、數(shù)據(jù)處理技術(shù)與控制技術(shù)等進(jìn)行復(fù)雜數(shù)控加工全過(guò)程幾何信息、物理信息獲取、處理,進(jìn)而發(fā)展出加工狀態(tài)自動(dòng)判定與優(yōu)化的智能技術(shù)。這類技術(shù)一方面集成了車間長(zhǎng)期的工程經(jīng)驗(yàn),另一方面集成了通過(guò)科學(xué)分析得到的理論模型,通過(guò)兩者的結(jié)合對(duì)實(shí)時(shí)加工狀態(tài)進(jìn)行判斷,根據(jù)實(shí)時(shí)工況進(jìn)行工藝參數(shù)的自適應(yīng)優(yōu)化,實(shí)現(xiàn)連續(xù)、穩(wěn)定、自動(dòng)的控制加工過(guò)程并使其保持*狀態(tài),進(jìn)而獲得更高的加工精度和生產(chǎn)效率,從而實(shí)現(xiàn)加工過(guò)程控制從依賴技藝向依靠科學(xué)的方向發(fā)展。
關(guān)鍵技術(shù)
面向切削加工過(guò)程的自適應(yīng)控制技術(shù)需要采用在線或在位的方式對(duì)加工過(guò)程中的切削力、主軸扭矩、工藝系統(tǒng)振動(dòng)及刀具磨損等進(jìn)行實(shí)時(shí)監(jiān)測(cè)、動(dòng)態(tài)分析、工藝參數(shù)優(yōu)化以及反饋控制。因此,自適應(yīng)控制技術(shù)的實(shí)現(xiàn)需要多種技術(shù)的支持,包括傳感器技術(shù)、信號(hào)處理技術(shù)、基于多傳感器信息融合技術(shù)、控制決策技術(shù)、數(shù)據(jù)庫(kù)技術(shù)等,其關(guān)系如圖1所示。

1傳感器技術(shù)
為了使系統(tǒng)能夠在復(fù)雜環(huán)境中、在無(wú)人干預(yù)的條件下正常工作,就必須使系統(tǒng)具有類似于人類的信息處理能力,即智能決策。而智能決策需要通過(guò)實(shí)時(shí)監(jiān)測(cè)加工過(guò)程來(lái)獲得信息。在線監(jiān)測(cè)直接面向加工過(guò)程,與具體設(shè)備和儀器相。因此,適用于加工過(guò)程的具有高實(shí)時(shí)性、高精度和高可靠性的傳感器是在線監(jiān)測(cè)的關(guān)鍵。用于加工過(guò)程監(jiān)測(cè)的傳感器主要有:功率傳感器、力傳感器、扭矩傳感器、聲發(fā)射傳感器、振動(dòng)傳感器、攝像頭和激光。
(1)功率傳感器。
加工過(guò)程中的機(jī)床主軸或者驅(qū)動(dòng)電機(jī)的功率可以通過(guò)功率傳感器獲得,根據(jù)監(jiān)測(cè)到的功率數(shù)據(jù),可對(duì)功率變化中出現(xiàn)的起伏、波紋、尖峰及短時(shí)下降進(jìn)行判斷和預(yù)測(cè),從而通過(guò)相關(guān)算法對(duì)功率曲線做平滑處理。此外,主軸有效功率可以表征刀具的切削力,根據(jù)切削力與主軸功率的關(guān)系,可將實(shí)時(shí)監(jiān)測(cè)到的主軸功率轉(zhuǎn)換為刀具的切削力,從而獲得切削力的實(shí)時(shí)數(shù)據(jù)。
(2)力傳感器。
為實(shí)現(xiàn)對(duì)切削加工過(guò)程的可靠監(jiān)視,需要對(duì)金屬切屑分離過(guò)程所產(chǎn)生的力進(jìn)行地測(cè)量和分析,從而識(shí)別出切削過(guò)程中出現(xiàn)的缺陷,如刀具磨損或斷裂,以及加工工件的損傷。切削力的測(cè)量可以采用直接法或間接法測(cè)量。在直接測(cè)量方法中,傳感器安裝在力的通道中,測(cè)量全部力,測(cè)量非常準(zhǔn)確,與力的作用點(diǎn)無(wú)關(guān);在間接測(cè)量方法中,部分力通過(guò)旁路傳遞,由于只有部分力作用在傳感器上,間接測(cè)力系統(tǒng)安裝后需要標(biāo)定,系統(tǒng)的靈敏度與力的作用點(diǎn)有關(guān)。
(3)扭矩傳感器。
相對(duì)于有效功率,主軸扭矩能夠更準(zhǔn)確地表征刀具的切削力。直接測(cè)量機(jī)床主軸的扭矩可以獲得更的切削力。鉆孔、攻絲和多主軸加工過(guò)程的監(jiān)測(cè)使用測(cè)量主軸扭矩的方法來(lái)獲得切削力尤為有效。在多主軸加工過(guò)程中,每一個(gè)主軸上的切削過(guò)程所消耗的功率都比總的功率小得多,因此,在這種情況下就不能用有效功率來(lái)表征切削力,而是通過(guò)主軸扭矩來(lái)表征切削力。
(4)聲發(fā)射傳感器。
在切削過(guò)程中當(dāng)?shù)毒邤嗔褧r(shí),會(huì)產(chǎn)生聲發(fā)射信號(hào)。聲發(fā)射傳感器能監(jiān)測(cè)到在切削過(guò)程中產(chǎn)生的聲發(fā)射信號(hào),通過(guò)分析監(jiān)測(cè)到的信號(hào)可以獲得刀具的信息。聲發(fā)射傳感器對(duì)監(jiān)測(cè)小鉆頭和絲錐的破損尤為有效。在加工過(guò)程中傳感器可以監(jiān)測(cè)到非常小的聲發(fā)射信號(hào),再與有效功率或者主軸扭矩相結(jié)合,能夠可靠地監(jiān)測(cè)到刀具的破損。尤其是在大型機(jī)床中監(jiān)測(cè)非常小的刀具以及多主軸加工過(guò)程中,更能突顯出聲發(fā)射傳感器的優(yōu)勢(shì)。
(5)振動(dòng)傳感器。
在切削過(guò)程中掉刀、刀具破壞、機(jī)械碰撞等會(huì)產(chǎn)生異常的振動(dòng)。振動(dòng)傳感器可以監(jiān)測(cè)切削過(guò)程中機(jī)床結(jié)構(gòu)產(chǎn)生的振動(dòng),通過(guò)分析振動(dòng)可以監(jiān)測(cè)到掉刀、刀具破壞、工件超差、機(jī)械碰撞和嚴(yán)重的過(guò)程故障。振動(dòng)傳感器也可以監(jiān)測(cè)機(jī)床主軸的振動(dòng),為加工過(guò)程中的振動(dòng)預(yù)測(cè)與控制提供數(shù)據(jù)。
(6)攝像頭。
在多主軸加工過(guò)程中,分別監(jiān)測(cè)每個(gè)主軸成本比較高。這種情況下,可以采用攝像頭監(jiān)測(cè)全部主軸。攝像頭可以監(jiān)測(cè)20個(gè)或更多不同的主軸。在多鉆頭加工中攝像頭可以監(jiān)測(cè)每一個(gè)鉆頭的掉刀和破損。監(jiān)測(cè)系統(tǒng)在學(xué)習(xí)的時(shí)候,記錄并存儲(chǔ)多鉆頭的圖像,在監(jiān)測(cè)過(guò)程中通過(guò)比較輪廓來(lái)監(jiān)測(cè)每一個(gè)鉆頭。當(dāng)光學(xué)識(shí)別系統(tǒng)性能優(yōu)于基于其他傳感器的系統(tǒng)時(shí),它可以用于更多的過(guò)程監(jiān)測(cè),例如檢查工裝,位置,完整性等。
(7)激光。
當(dāng)切削刀具過(guò)于細(xì)小時(shí),出現(xiàn)異常情況引起的波動(dòng)比較小,使用功率傳感器、力傳感器無(wú)法監(jiān)測(cè),或者沒(méi)有合適的位置安裝聲發(fā)射傳感器時(shí),可以使用激光光柵。激光光柵可以提供一套可靠的刀具掉刀和破損監(jiān)測(cè)方案。激光光柵也可以監(jiān)測(cè)機(jī)床熱變形,例如監(jiān)測(cè)加工中心主軸的長(zhǎng)度變形。激光的另一個(gè)應(yīng)用是,通過(guò)分析工件的反射光監(jiān)測(cè)工件的粗糙度、顫振、切削的波紋等。
2信號(hào)處理
傳感器在加工現(xiàn)場(chǎng)采集到的模擬信號(hào)是不能被監(jiān)測(cè)系統(tǒng)直接使用的,需要轉(zhuǎn)化為數(shù)字信號(hào)進(jìn)而轉(zhuǎn)換為有實(shí)際意義的物理量。轉(zhuǎn)換過(guò)程一般包括轉(zhuǎn)換、放大、濾波、平滑等,這個(gè)轉(zhuǎn)換過(guò)程需要信號(hào)處理的。一般力、聲發(fā)射和振動(dòng)傳感器都是壓電型傳感器,需要前置放大器把傳感器的電荷信號(hào)轉(zhuǎn)換成成正比例的電壓信號(hào)。聲發(fā)射放大器從傳感器獲得原始信號(hào),并提供信號(hào)的學(xué)習(xí)條件、分析方法來(lái)增強(qiáng)聲發(fā)射監(jiān)測(cè)。通過(guò)使用放大、過(guò)濾和均方根平均,將原始聲發(fā)射信號(hào)轉(zhuǎn)換成有價(jià)值的聲發(fā)射信號(hào),可以在較低的頻率下可視化和監(jiān)測(cè)。此外,振動(dòng)放大器可配備過(guò)濾器和均方根轉(zhuǎn)換器,可以過(guò)濾掉無(wú)意義的噪聲獲得振動(dòng)信息。監(jiān)測(cè)系統(tǒng)常用的解決方案是使用單獨(dú)的為特定類型傳感器設(shè)計(jì)的信號(hào)調(diào)理放大器。信號(hào)調(diào)理器封裝在一個(gè)密閉的盒子里,連接電纜用編織鋼網(wǎng)屏蔽保護(hù),這樣可以保證他們的抗振動(dòng)和電氣隔離的特性。因此,傳感器、連接電纜和調(diào)理器可以在惡劣的加工環(huán)境下工作。
3基于多傳感器的信息融合
由于加工過(guò)程中切削條件和切削狀態(tài)的多樣性,導(dǎo)致對(duì)切削過(guò)程進(jìn)行準(zhǔn)確監(jiān)控非常困難。傳統(tǒng)的基于單一傳感器的測(cè)量和分析往往難以保證識(shí)別精度。為了能夠更準(zhǔn)確地獲得加工過(guò)程的狀態(tài)信息,需要使用多個(gè)相同或不同的傳感器從不同的方面進(jìn)行測(cè)量。利用不同傳感器測(cè)量和輸出信息的互補(bǔ)性,采用多傳感器集成和信息融合技術(shù),將描述同一個(gè)加工系統(tǒng)的多個(gè)物理量整合成系統(tǒng)的狀態(tài)向量,為系統(tǒng)的分析與診斷提供更全面的信息,使監(jiān)測(cè)結(jié)果更加真實(shí)、可靠。
zui簡(jiǎn)潔的多傳感器信息融合方法是,將每個(gè)傳感器的測(cè)量數(shù)據(jù)單獨(dú)輸入到融合系統(tǒng)中,如果每個(gè)傳感器所提供的信息反映的是環(huán)境中*不同的方面,那么可以將每個(gè)傳感器提供的信息直接轉(zhuǎn)換為加工系統(tǒng)狀態(tài)向量的不同分量。該方法的主要優(yōu)點(diǎn)是融合算法簡(jiǎn)單,運(yùn)算量小。如果傳感器所提供的環(huán)境信息出現(xiàn)重疊,以及可能出現(xiàn)信息的冗余、矛盾和相關(guān),甚至出現(xiàn)其中的某個(gè)傳感器影響其他傳感器的工作,則來(lái)自不同傳感器的信息就必須在多種表達(dá)層次上進(jìn)行融合,zui終獲得加工系統(tǒng)的狀態(tài)向量。在這種情況下,多傳感器信息融合能獲得更的狀態(tài)信息。多傳感器信息融合主要有以下幾個(gè)方面的優(yōu)點(diǎn):提高了信息的可信度、增加了系統(tǒng)狀態(tài)向量的維數(shù)、提高了系統(tǒng)的容錯(cuò)能力。
4控制決策
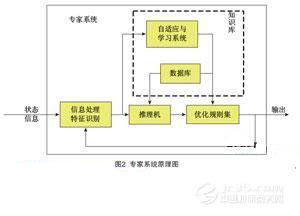
控制系統(tǒng)獲得了加工系統(tǒng)的狀態(tài)信息之后,綜合分析加工過(guò)程中監(jiān)測(cè)到的數(shù)據(jù),獲取加工過(guò)程中的振動(dòng)、切削力、切削溫度、刀具磨損、加工變形等數(shù)據(jù),與理想的加工狀態(tài)對(duì)比。將實(shí)際狀態(tài)和理想狀態(tài)信息交給內(nèi)部專家系統(tǒng)處理,專家系統(tǒng)的推理機(jī)讀取知識(shí)庫(kù)中的經(jīng)驗(yàn)數(shù)據(jù)和加工系統(tǒng)自身的信息,分析加工系統(tǒng)的狀態(tài)信息來(lái)判斷加工系統(tǒng)的運(yùn)行狀態(tài)是否理想。根據(jù)加工系統(tǒng)運(yùn)行狀態(tài)及切削參數(shù)與加工過(guò)程振動(dòng)、變形等因素之間的關(guān)系選取優(yōu)化規(guī)則,動(dòng)態(tài)優(yōu)化工藝參數(shù)使加工系統(tǒng)達(dá)到更優(yōu)的運(yùn)行狀態(tài)。通過(guò)控制器硬件與機(jī)床NC系統(tǒng)之間的接口實(shí)現(xiàn)對(duì)機(jī)床主軸轉(zhuǎn)速、進(jìn)給速度等切削參數(shù)的優(yōu)化控制。專家系統(tǒng)的原理如圖2所示。
5數(shù)據(jù)庫(kù)技術(shù)
基于數(shù)據(jù)庫(kù)技術(shù)的工藝參數(shù)庫(kù)主要包括機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征、切削參數(shù)、運(yùn)行狀態(tài)等信息,其中機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征給出了工藝系統(tǒng)的基本信息,切削參數(shù)、運(yùn)行狀態(tài)描述了工藝系統(tǒng)在不同工藝參數(shù)下的運(yùn)行狀態(tài)信息。工藝參數(shù)庫(kù)是工程實(shí)踐中長(zhǎng)期積累的經(jīng)驗(yàn)數(shù)據(jù),具有實(shí)際應(yīng)用價(jià)值,可以為專家系統(tǒng)的決策提供工程經(jīng)驗(yàn)。
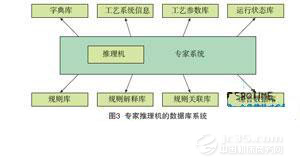
專家系統(tǒng)將機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征等工藝系統(tǒng)信息與切削參數(shù)、運(yùn)行狀態(tài)的匹配關(guān)系作為參數(shù)優(yōu)化的規(guī)則,以工藝系統(tǒng)當(dāng)前的運(yùn)行狀態(tài)為基本事實(shí),依據(jù)加工過(guò)程理論模型及工藝參數(shù)庫(kù)中的經(jīng)驗(yàn)數(shù)據(jù)進(jìn)行演繹推理,zui終得到系統(tǒng)當(dāng)前的優(yōu)化參數(shù)。專家系統(tǒng)推理機(jī)的數(shù)據(jù)庫(kù)系統(tǒng)如圖3所示。
已有產(chǎn)品及應(yīng)用現(xiàn)狀
近年來(lái),國(guó)內(nèi)外針對(duì)加工過(guò)程的監(jiān)測(cè)與自適應(yīng)控制技術(shù)在航空發(fā)動(dòng)機(jī)制造中的應(yīng)用開(kāi)展了不同層次的研究工作,典型的商用系統(tǒng)包括OMATIVE自適應(yīng)控制系統(tǒng)、ARTIS刀具和處理監(jiān)控系統(tǒng)、BRANKAMP-CNC集成刀具監(jiān)控、MONTRONIX監(jiān)控系統(tǒng)、NORDMANN刀具監(jiān)測(cè)與過(guò)程控制系統(tǒng)等,這類監(jiān)控系統(tǒng)所使用的主要傳感器如表1所示。

1OMATIVE自適應(yīng)控制系統(tǒng)
OMATIVE自適應(yīng)系統(tǒng)將自適應(yīng)控制技術(shù)應(yīng)用在數(shù)控機(jī)床上,在加工過(guò)程中根據(jù)切削力實(shí)時(shí)優(yōu)化切削的進(jìn)給速度,在保證刀具不受損壞的前提下提高加工效率。OMATIVE自適應(yīng)系統(tǒng)主要功能:提高加工效率;保護(hù)刀具、機(jī)床、工件不受損害;實(shí)時(shí)監(jiān)控、記錄切削加工狀況。刀具進(jìn)給速度與切削厚度的關(guān)系如圖4所示。以色列OMATIVE公司做了大量工件切削對(duì)比實(shí)驗(yàn),OMATIVE自適應(yīng)系統(tǒng)能夠大幅提高加工效率。OMATIVE自適應(yīng)控制系統(tǒng)因其實(shí)用性*,現(xiàn)已被國(guó)外許多公司使用,如Siemens、Boeing和GeneralElectric等。國(guó)內(nèi)航空航天、紡織、家電等行業(yè)的企業(yè)也陸續(xù)使用該產(chǎn)品。

2ARTIS刀具和處理監(jiān)控系統(tǒng)
ARTIS刀具監(jiān)控及機(jī)床狀況監(jiān)控系統(tǒng)是由德國(guó)ARTIS公司研發(fā)的實(shí)時(shí)在線監(jiān)控系統(tǒng)。在加工過(guò)程中,可準(zhǔn)確地檢測(cè)到斷刀、鈍刀及掉刀狀況。一旦出現(xiàn)異常狀況,機(jī)床便立刻停機(jī),避免刀具、工件及機(jī)床的再一次損傷。采用ARTIS的各種傳感器,可對(duì)加工及機(jī)床狀況進(jìn)行監(jiān)控。采用不同的監(jiān)控方式還可有針對(duì)性地為用戶帶來(lái)更多益處,如采用ARTIS的自適應(yīng)控制,不但可對(duì)刀具及機(jī)床狀況進(jìn)行監(jiān)控,同時(shí)還可以對(duì)加工周期進(jìn)行優(yōu)化,有效提高機(jī)床的加工效率。
3BRANKAMP-CNC集成刀具監(jiān)控
BRANKAMP監(jiān)控系統(tǒng)依據(jù)特定的監(jiān)測(cè)限度保護(hù)設(shè)備,任何不規(guī)則力的形態(tài)都會(huì)馬上被監(jiān)測(cè)出來(lái),甚至是任何zui微小的誤差,在造成主要的傷害之前,這個(gè)監(jiān)測(cè)系統(tǒng)立即發(fā)現(xiàn)并做出反應(yīng),如圖5所示。BRANKAMP監(jiān)控系統(tǒng)為所有的金屬切割、沖壓、冷鍛等制造過(guò)程提供過(guò)程監(jiān)測(cè)。BRANKAMP主要服務(wù)對(duì)象包括沖壓、冷成型加工、金屬切割等加工設(shè)備,主要應(yīng)用于汽車制造行業(yè)、緊件加工行業(yè)、手機(jī)制造業(yè)、半導(dǎo)體加工行業(yè)、食品和飲料金屬包裝等行業(yè)領(lǐng)域。安裝BRANKAMP監(jiān)測(cè)系統(tǒng)可以保護(hù)機(jī)械設(shè)備和昂貴模具,減少?gòu)U品和設(shè)備維修時(shí)間,節(jié)約成本,提高產(chǎn)品質(zhì)量,同時(shí)具有在線監(jiān)控以及可視化結(jié)果功能。

4MONTRONIX刀具和過(guò)程監(jiān)控系統(tǒng)
MONTRONIX刀具和過(guò)程監(jiān)控系統(tǒng)使用一個(gè)或多個(gè)壓力、扭矩、振動(dòng)、功率傳感器和一個(gè)處理器,獲得實(shí)時(shí)的關(guān)于切削刀具、機(jī)床和加工過(guò)程的監(jiān)控?cái)?shù)據(jù)。該監(jiān)控系統(tǒng)可以給制造系統(tǒng)的機(jī)床、刀具、工裝夾具、加工工件等提供保護(hù),嚴(yán)格控制工件的加工質(zhì)量,提高加工過(guò)程的安全和可靠性,減少加工成本。配套的可視化軟件(M-View)使得機(jī)器操作者能夠快速而地評(píng)估加工過(guò)程。其圖形化顯示包括:過(guò)程偏差,刀具損壞,逐漸增加的磨損量等,系統(tǒng)可以對(duì)這些信息進(jìn)行記錄和評(píng)估。該系統(tǒng)可以在加工過(guò)程中的任何時(shí)候進(jìn)行可視化顯示。
5NORDMANN刀具監(jiān)測(cè)與過(guò)程控制系統(tǒng)
NORDMANN的解決方案可對(duì)加工過(guò)程中的刀具破損、磨損進(jìn)行檢測(cè),對(duì)碰撞干涉、刀具負(fù)載平衡狀態(tài)進(jìn)行監(jiān)控,從而對(duì)刀具和機(jī)床進(jìn)行保護(hù)。此外,該系統(tǒng)還可以對(duì)工件的非正確裝卡狀態(tài)、錯(cuò)誤的工件毛坯尺寸等進(jìn)行檢測(cè)并在機(jī)床內(nèi)對(duì)工件zui終形狀進(jìn)行尺寸控制,從而保證產(chǎn)品的加工質(zhì)量。在加工效率方面,NORDMANN監(jiān)控系統(tǒng)可以通過(guò)間接方式對(duì)金屬切削過(guò)程中的有效功率、切削力等進(jìn)行控制,從而可以減少空切時(shí)間、延長(zhǎng)刀具使用壽命、zui大化進(jìn)給與轉(zhuǎn)速以提高加工效率。NORDMANN監(jiān)測(cè)系統(tǒng)可擴(kuò)展下列額外的測(cè)量系統(tǒng):力傳感器、聲發(fā)射傳感器、有功功率測(cè)量器、工件的有聲尺寸監(jiān)測(cè)、光學(xué)激光傳感器、直接安裝于刀具切入部分的傳感器(圖6)。在監(jiān)控過(guò)程中,該系統(tǒng)可以實(shí)時(shí)生成測(cè)量數(shù)據(jù)并顯示在PCU50/PCU70模塊的操作面板上,并可對(duì)刀具的磨損、破損等狀態(tài)進(jìn)行評(píng)估。應(yīng)用范圍上,NORDMANN監(jiān)控系統(tǒng)可用于CNC車床、加工中心、磨床等設(shè)備加工過(guò)程中的功率、力、扭矩等物理量的監(jiān)測(cè)與控制。

結(jié)束語(yǔ)
切削加工過(guò)程的在線監(jiān)測(cè)與控制系統(tǒng)已在國(guó)外廣泛應(yīng)用,并取得了顯著的效果。但是,這類系統(tǒng)在國(guó)內(nèi)并未得到廣泛應(yīng)用。隨著復(fù)雜結(jié)構(gòu)產(chǎn)品的廣泛應(yīng)用、產(chǎn)品服役性能對(duì)產(chǎn)品加工質(zhì)量要求的不斷提升,以及生產(chǎn)企業(yè)對(duì)產(chǎn)品低成本率加工的不斷追求,采用相應(yīng)的監(jiān)控與優(yōu)化系統(tǒng)對(duì)切削加工過(guò)程進(jìn)行在線監(jiān)控并進(jìn)行切削參數(shù)的在線優(yōu)化已逐漸成為智能加工技術(shù)研究與工程應(yīng)用的重點(diǎn),并將隨著數(shù)控加工技術(shù)以及復(fù)雜產(chǎn)品加工需求的發(fā)展而得到廣泛應(yīng)用。
(文章來(lái)源:航空制造網(wǎng))
在實(shí)際加工過(guò)程中,采用傳統(tǒng)加工技術(shù)選用的加工參數(shù)一般過(guò)于保守,且無(wú)法根據(jù)產(chǎn)品實(shí)際的加工狀態(tài)進(jìn)行加工過(guò)程的優(yōu)化。隨著*監(jiān)控技術(shù)與測(cè)試手段的不斷發(fā)展,借助*傳感技術(shù)、數(shù)據(jù)處理技術(shù)與控制技術(shù)等進(jìn)行復(fù)雜數(shù)控加工全過(guò)程幾何信息、物理信息獲取、處理,進(jìn)而發(fā)展出加工狀態(tài)自動(dòng)判定與優(yōu)化的智能技術(shù)。這類技術(shù)一方面集成了車間長(zhǎng)期的工程經(jīng)驗(yàn),另一方面集成了通過(guò)科學(xué)分析得到的理論模型,通過(guò)兩者的結(jié)合對(duì)實(shí)時(shí)加工狀態(tài)進(jìn)行判斷,根據(jù)實(shí)時(shí)工況進(jìn)行工藝參數(shù)的自適應(yīng)優(yōu)化,實(shí)現(xiàn)連續(xù)、穩(wěn)定、自動(dòng)的控制加工過(guò)程并使其保持*狀態(tài),進(jìn)而獲得更高的加工精度和生產(chǎn)效率,從而實(shí)現(xiàn)加工過(guò)程控制從依賴技藝向依靠科學(xué)的方向發(fā)展。
關(guān)鍵技術(shù)
面向切削加工過(guò)程的自適應(yīng)控制技術(shù)需要采用在線或在位的方式對(duì)加工過(guò)程中的切削力、主軸扭矩、工藝系統(tǒng)振動(dòng)及刀具磨損等進(jìn)行實(shí)時(shí)監(jiān)測(cè)、動(dòng)態(tài)分析、工藝參數(shù)優(yōu)化以及反饋控制。因此,自適應(yīng)控制技術(shù)的實(shí)現(xiàn)需要多種技術(shù)的支持,包括傳感器技術(shù)、信號(hào)處理技術(shù)、基于多傳感器信息融合技術(shù)、控制決策技術(shù)、數(shù)據(jù)庫(kù)技術(shù)等,其關(guān)系如圖1所示。
1傳感器技術(shù)
為了使系統(tǒng)能夠在復(fù)雜環(huán)境中、在無(wú)人干預(yù)的條件下正常工作,就必須使系統(tǒng)具有類似于人類的信息處理能力,即智能決策。而智能決策需要通過(guò)實(shí)時(shí)監(jiān)測(cè)加工過(guò)程來(lái)獲得信息。在線監(jiān)測(cè)直接面向加工過(guò)程,與具體設(shè)備和儀器相。因此,適用于加工過(guò)程的具有高實(shí)時(shí)性、高精度和高可靠性的傳感器是在線監(jiān)測(cè)的關(guān)鍵。用于加工過(guò)程監(jiān)測(cè)的傳感器主要有:功率傳感器、力傳感器、扭矩傳感器、聲發(fā)射傳感器、振動(dòng)傳感器、攝像頭和激光。
(1)功率傳感器。
加工過(guò)程中的機(jī)床主軸或者驅(qū)動(dòng)電機(jī)的功率可以通過(guò)功率傳感器獲得,根據(jù)監(jiān)測(cè)到的功率數(shù)據(jù),可對(duì)功率變化中出現(xiàn)的起伏、波紋、尖峰及短時(shí)下降進(jìn)行判斷和預(yù)測(cè),從而通過(guò)相關(guān)算法對(duì)功率曲線做平滑處理。此外,主軸有效功率可以表征刀具的切削力,根據(jù)切削力與主軸功率的關(guān)系,可將實(shí)時(shí)監(jiān)測(cè)到的主軸功率轉(zhuǎn)換為刀具的切削力,從而獲得切削力的實(shí)時(shí)數(shù)據(jù)。
(2)力傳感器。
為實(shí)現(xiàn)對(duì)切削加工過(guò)程的可靠監(jiān)視,需要對(duì)金屬切屑分離過(guò)程所產(chǎn)生的力進(jìn)行地測(cè)量和分析,從而識(shí)別出切削過(guò)程中出現(xiàn)的缺陷,如刀具磨損或斷裂,以及加工工件的損傷。切削力的測(cè)量可以采用直接法或間接法測(cè)量。在直接測(cè)量方法中,傳感器安裝在力的通道中,測(cè)量全部力,測(cè)量非常準(zhǔn)確,與力的作用點(diǎn)無(wú)關(guān);在間接測(cè)量方法中,部分力通過(guò)旁路傳遞,由于只有部分力作用在傳感器上,間接測(cè)力系統(tǒng)安裝后需要標(biāo)定,系統(tǒng)的靈敏度與力的作用點(diǎn)有關(guān)。
(3)扭矩傳感器。
相對(duì)于有效功率,主軸扭矩能夠更準(zhǔn)確地表征刀具的切削力。直接測(cè)量機(jī)床主軸的扭矩可以獲得更的切削力。鉆孔、攻絲和多主軸加工過(guò)程的監(jiān)測(cè)使用測(cè)量主軸扭矩的方法來(lái)獲得切削力尤為有效。在多主軸加工過(guò)程中,每一個(gè)主軸上的切削過(guò)程所消耗的功率都比總的功率小得多,因此,在這種情況下就不能用有效功率來(lái)表征切削力,而是通過(guò)主軸扭矩來(lái)表征切削力。
(4)聲發(fā)射傳感器。
在切削過(guò)程中當(dāng)?shù)毒邤嗔褧r(shí),會(huì)產(chǎn)生聲發(fā)射信號(hào)。聲發(fā)射傳感器能監(jiān)測(cè)到在切削過(guò)程中產(chǎn)生的聲發(fā)射信號(hào),通過(guò)分析監(jiān)測(cè)到的信號(hào)可以獲得刀具的信息。聲發(fā)射傳感器對(duì)監(jiān)測(cè)小鉆頭和絲錐的破損尤為有效。在加工過(guò)程中傳感器可以監(jiān)測(cè)到非常小的聲發(fā)射信號(hào),再與有效功率或者主軸扭矩相結(jié)合,能夠可靠地監(jiān)測(cè)到刀具的破損。尤其是在大型機(jī)床中監(jiān)測(cè)非常小的刀具以及多主軸加工過(guò)程中,更能突顯出聲發(fā)射傳感器的優(yōu)勢(shì)。
(5)振動(dòng)傳感器。
在切削過(guò)程中掉刀、刀具破壞、機(jī)械碰撞等會(huì)產(chǎn)生異常的振動(dòng)。振動(dòng)傳感器可以監(jiān)測(cè)切削過(guò)程中機(jī)床結(jié)構(gòu)產(chǎn)生的振動(dòng),通過(guò)分析振動(dòng)可以監(jiān)測(cè)到掉刀、刀具破壞、工件超差、機(jī)械碰撞和嚴(yán)重的過(guò)程故障。振動(dòng)傳感器也可以監(jiān)測(cè)機(jī)床主軸的振動(dòng),為加工過(guò)程中的振動(dòng)預(yù)測(cè)與控制提供數(shù)據(jù)。
(6)攝像頭。
在多主軸加工過(guò)程中,分別監(jiān)測(cè)每個(gè)主軸成本比較高。這種情況下,可以采用攝像頭監(jiān)測(cè)全部主軸。攝像頭可以監(jiān)測(cè)20個(gè)或更多不同的主軸。在多鉆頭加工中攝像頭可以監(jiān)測(cè)每一個(gè)鉆頭的掉刀和破損。監(jiān)測(cè)系統(tǒng)在學(xué)習(xí)的時(shí)候,記錄并存儲(chǔ)多鉆頭的圖像,在監(jiān)測(cè)過(guò)程中通過(guò)比較輪廓來(lái)監(jiān)測(cè)每一個(gè)鉆頭。當(dāng)光學(xué)識(shí)別系統(tǒng)性能優(yōu)于基于其他傳感器的系統(tǒng)時(shí),它可以用于更多的過(guò)程監(jiān)測(cè),例如檢查工裝,位置,完整性等。
(7)激光。
當(dāng)切削刀具過(guò)于細(xì)小時(shí),出現(xiàn)異常情況引起的波動(dòng)比較小,使用功率傳感器、力傳感器無(wú)法監(jiān)測(cè),或者沒(méi)有合適的位置安裝聲發(fā)射傳感器時(shí),可以使用激光光柵。激光光柵可以提供一套可靠的刀具掉刀和破損監(jiān)測(cè)方案。激光光柵也可以監(jiān)測(cè)機(jī)床熱變形,例如監(jiān)測(cè)加工中心主軸的長(zhǎng)度變形。激光的另一個(gè)應(yīng)用是,通過(guò)分析工件的反射光監(jiān)測(cè)工件的粗糙度、顫振、切削的波紋等。
2信號(hào)處理
傳感器在加工現(xiàn)場(chǎng)采集到的模擬信號(hào)是不能被監(jiān)測(cè)系統(tǒng)直接使用的,需要轉(zhuǎn)化為數(shù)字信號(hào)進(jìn)而轉(zhuǎn)換為有實(shí)際意義的物理量。轉(zhuǎn)換過(guò)程一般包括轉(zhuǎn)換、放大、濾波、平滑等,這個(gè)轉(zhuǎn)換過(guò)程需要信號(hào)處理的。一般力、聲發(fā)射和振動(dòng)傳感器都是壓電型傳感器,需要前置放大器把傳感器的電荷信號(hào)轉(zhuǎn)換成成正比例的電壓信號(hào)。聲發(fā)射放大器從傳感器獲得原始信號(hào),并提供信號(hào)的學(xué)習(xí)條件、分析方法來(lái)增強(qiáng)聲發(fā)射監(jiān)測(cè)。通過(guò)使用放大、過(guò)濾和均方根平均,將原始聲發(fā)射信號(hào)轉(zhuǎn)換成有價(jià)值的聲發(fā)射信號(hào),可以在較低的頻率下可視化和監(jiān)測(cè)。此外,振動(dòng)放大器可配備過(guò)濾器和均方根轉(zhuǎn)換器,可以過(guò)濾掉無(wú)意義的噪聲獲得振動(dòng)信息。監(jiān)測(cè)系統(tǒng)常用的解決方案是使用單獨(dú)的為特定類型傳感器設(shè)計(jì)的信號(hào)調(diào)理放大器。信號(hào)調(diào)理器封裝在一個(gè)密閉的盒子里,連接電纜用編織鋼網(wǎng)屏蔽保護(hù),這樣可以保證他們的抗振動(dòng)和電氣隔離的特性。因此,傳感器、連接電纜和調(diào)理器可以在惡劣的加工環(huán)境下工作。
3基于多傳感器的信息融合
由于加工過(guò)程中切削條件和切削狀態(tài)的多樣性,導(dǎo)致對(duì)切削過(guò)程進(jìn)行準(zhǔn)確監(jiān)控非常困難。傳統(tǒng)的基于單一傳感器的測(cè)量和分析往往難以保證識(shí)別精度。為了能夠更準(zhǔn)確地獲得加工過(guò)程的狀態(tài)信息,需要使用多個(gè)相同或不同的傳感器從不同的方面進(jìn)行測(cè)量。利用不同傳感器測(cè)量和輸出信息的互補(bǔ)性,采用多傳感器集成和信息融合技術(shù),將描述同一個(gè)加工系統(tǒng)的多個(gè)物理量整合成系統(tǒng)的狀態(tài)向量,為系統(tǒng)的分析與診斷提供更全面的信息,使監(jiān)測(cè)結(jié)果更加真實(shí)、可靠。
zui簡(jiǎn)潔的多傳感器信息融合方法是,將每個(gè)傳感器的測(cè)量數(shù)據(jù)單獨(dú)輸入到融合系統(tǒng)中,如果每個(gè)傳感器所提供的信息反映的是環(huán)境中*不同的方面,那么可以將每個(gè)傳感器提供的信息直接轉(zhuǎn)換為加工系統(tǒng)狀態(tài)向量的不同分量。該方法的主要優(yōu)點(diǎn)是融合算法簡(jiǎn)單,運(yùn)算量小。如果傳感器所提供的環(huán)境信息出現(xiàn)重疊,以及可能出現(xiàn)信息的冗余、矛盾和相關(guān),甚至出現(xiàn)其中的某個(gè)傳感器影響其他傳感器的工作,則來(lái)自不同傳感器的信息就必須在多種表達(dá)層次上進(jìn)行融合,zui終獲得加工系統(tǒng)的狀態(tài)向量。在這種情況下,多傳感器信息融合能獲得更的狀態(tài)信息。多傳感器信息融合主要有以下幾個(gè)方面的優(yōu)點(diǎn):提高了信息的可信度、增加了系統(tǒng)狀態(tài)向量的維數(shù)、提高了系統(tǒng)的容錯(cuò)能力。
4控制決策
控制系統(tǒng)獲得了加工系統(tǒng)的狀態(tài)信息之后,綜合分析加工過(guò)程中監(jiān)測(cè)到的數(shù)據(jù),獲取加工過(guò)程中的振動(dòng)、切削力、切削溫度、刀具磨損、加工變形等數(shù)據(jù),與理想的加工狀態(tài)對(duì)比。將實(shí)際狀態(tài)和理想狀態(tài)信息交給內(nèi)部專家系統(tǒng)處理,專家系統(tǒng)的推理機(jī)讀取知識(shí)庫(kù)中的經(jīng)驗(yàn)數(shù)據(jù)和加工系統(tǒng)自身的信息,分析加工系統(tǒng)的狀態(tài)信息來(lái)判斷加工系統(tǒng)的運(yùn)行狀態(tài)是否理想。根據(jù)加工系統(tǒng)運(yùn)行狀態(tài)及切削參數(shù)與加工過(guò)程振動(dòng)、變形等因素之間的關(guān)系選取優(yōu)化規(guī)則,動(dòng)態(tài)優(yōu)化工藝參數(shù)使加工系統(tǒng)達(dá)到更優(yōu)的運(yùn)行狀態(tài)。通過(guò)控制器硬件與機(jī)床NC系統(tǒng)之間的接口實(shí)現(xiàn)對(duì)機(jī)床主軸轉(zhuǎn)速、進(jìn)給速度等切削參數(shù)的優(yōu)化控制。專家系統(tǒng)的原理如圖2所示。
5數(shù)據(jù)庫(kù)技術(shù)
基于數(shù)據(jù)庫(kù)技術(shù)的工藝參數(shù)庫(kù)主要包括機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征、切削參數(shù)、運(yùn)行狀態(tài)等信息,其中機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征給出了工藝系統(tǒng)的基本信息,切削參數(shù)、運(yùn)行狀態(tài)描述了工藝系統(tǒng)在不同工藝參數(shù)下的運(yùn)行狀態(tài)信息。工藝參數(shù)庫(kù)是工程實(shí)踐中長(zhǎng)期積累的經(jīng)驗(yàn)數(shù)據(jù),具有實(shí)際應(yīng)用價(jià)值,可以為專家系統(tǒng)的決策提供工程經(jīng)驗(yàn)。
專家系統(tǒng)將機(jī)床、刀具、工件材料、冷卻潤(rùn)滑、加工匹配、零件特征等工藝系統(tǒng)信息與切削參數(shù)、運(yùn)行狀態(tài)的匹配關(guān)系作為參數(shù)優(yōu)化的規(guī)則,以工藝系統(tǒng)當(dāng)前的運(yùn)行狀態(tài)為基本事實(shí),依據(jù)加工過(guò)程理論模型及工藝參數(shù)庫(kù)中的經(jīng)驗(yàn)數(shù)據(jù)進(jìn)行演繹推理,zui終得到系統(tǒng)當(dāng)前的優(yōu)化參數(shù)。專家系統(tǒng)推理機(jī)的數(shù)據(jù)庫(kù)系統(tǒng)如圖3所示。
已有產(chǎn)品及應(yīng)用現(xiàn)狀
近年來(lái),國(guó)內(nèi)外針對(duì)加工過(guò)程的監(jiān)測(cè)與自適應(yīng)控制技術(shù)在航空發(fā)動(dòng)機(jī)制造中的應(yīng)用開(kāi)展了不同層次的研究工作,典型的商用系統(tǒng)包括OMATIVE自適應(yīng)控制系統(tǒng)、ARTIS刀具和處理監(jiān)控系統(tǒng)、BRANKAMP-CNC集成刀具監(jiān)控、MONTRONIX監(jiān)控系統(tǒng)、NORDMANN刀具監(jiān)測(cè)與過(guò)程控制系統(tǒng)等,這類監(jiān)控系統(tǒng)所使用的主要傳感器如表1所示。
1OMATIVE自適應(yīng)控制系統(tǒng)
OMATIVE自適應(yīng)系統(tǒng)將自適應(yīng)控制技術(shù)應(yīng)用在數(shù)控機(jī)床上,在加工過(guò)程中根據(jù)切削力實(shí)時(shí)優(yōu)化切削的進(jìn)給速度,在保證刀具不受損壞的前提下提高加工效率。OMATIVE自適應(yīng)系統(tǒng)主要功能:提高加工效率;保護(hù)刀具、機(jī)床、工件不受損害;實(shí)時(shí)監(jiān)控、記錄切削加工狀況。刀具進(jìn)給速度與切削厚度的關(guān)系如圖4所示。以色列OMATIVE公司做了大量工件切削對(duì)比實(shí)驗(yàn),OMATIVE自適應(yīng)系統(tǒng)能夠大幅提高加工效率。OMATIVE自適應(yīng)控制系統(tǒng)因其實(shí)用性*,現(xiàn)已被國(guó)外許多公司使用,如Siemens、Boeing和GeneralElectric等。國(guó)內(nèi)航空航天、紡織、家電等行業(yè)的企業(yè)也陸續(xù)使用該產(chǎn)品。
2ARTIS刀具和處理監(jiān)控系統(tǒng)
ARTIS刀具監(jiān)控及機(jī)床狀況監(jiān)控系統(tǒng)是由德國(guó)ARTIS公司研發(fā)的實(shí)時(shí)在線監(jiān)控系統(tǒng)。在加工過(guò)程中,可準(zhǔn)確地檢測(cè)到斷刀、鈍刀及掉刀狀況。一旦出現(xiàn)異常狀況,機(jī)床便立刻停機(jī),避免刀具、工件及機(jī)床的再一次損傷。采用ARTIS的各種傳感器,可對(duì)加工及機(jī)床狀況進(jìn)行監(jiān)控。采用不同的監(jiān)控方式還可有針對(duì)性地為用戶帶來(lái)更多益處,如采用ARTIS的自適應(yīng)控制,不但可對(duì)刀具及機(jī)床狀況進(jìn)行監(jiān)控,同時(shí)還可以對(duì)加工周期進(jìn)行優(yōu)化,有效提高機(jī)床的加工效率。
3BRANKAMP-CNC集成刀具監(jiān)控
BRANKAMP監(jiān)控系統(tǒng)依據(jù)特定的監(jiān)測(cè)限度保護(hù)設(shè)備,任何不規(guī)則力的形態(tài)都會(huì)馬上被監(jiān)測(cè)出來(lái),甚至是任何zui微小的誤差,在造成主要的傷害之前,這個(gè)監(jiān)測(cè)系統(tǒng)立即發(fā)現(xiàn)并做出反應(yīng),如圖5所示。BRANKAMP監(jiān)控系統(tǒng)為所有的金屬切割、沖壓、冷鍛等制造過(guò)程提供過(guò)程監(jiān)測(cè)。BRANKAMP主要服務(wù)對(duì)象包括沖壓、冷成型加工、金屬切割等加工設(shè)備,主要應(yīng)用于汽車制造行業(yè)、緊件加工行業(yè)、手機(jī)制造業(yè)、半導(dǎo)體加工行業(yè)、食品和飲料金屬包裝等行業(yè)領(lǐng)域。安裝BRANKAMP監(jiān)測(cè)系統(tǒng)可以保護(hù)機(jī)械設(shè)備和昂貴模具,減少?gòu)U品和設(shè)備維修時(shí)間,節(jié)約成本,提高產(chǎn)品質(zhì)量,同時(shí)具有在線監(jiān)控以及可視化結(jié)果功能。
4MONTRONIX刀具和過(guò)程監(jiān)控系統(tǒng)
MONTRONIX刀具和過(guò)程監(jiān)控系統(tǒng)使用一個(gè)或多個(gè)壓力、扭矩、振動(dòng)、功率傳感器和一個(gè)處理器,獲得實(shí)時(shí)的關(guān)于切削刀具、機(jī)床和加工過(guò)程的監(jiān)控?cái)?shù)據(jù)。該監(jiān)控系統(tǒng)可以給制造系統(tǒng)的機(jī)床、刀具、工裝夾具、加工工件等提供保護(hù),嚴(yán)格控制工件的加工質(zhì)量,提高加工過(guò)程的安全和可靠性,減少加工成本。配套的可視化軟件(M-View)使得機(jī)器操作者能夠快速而地評(píng)估加工過(guò)程。其圖形化顯示包括:過(guò)程偏差,刀具損壞,逐漸增加的磨損量等,系統(tǒng)可以對(duì)這些信息進(jìn)行記錄和評(píng)估。該系統(tǒng)可以在加工過(guò)程中的任何時(shí)候進(jìn)行可視化顯示。
5NORDMANN刀具監(jiān)測(cè)與過(guò)程控制系統(tǒng)
NORDMANN的解決方案可對(duì)加工過(guò)程中的刀具破損、磨損進(jìn)行檢測(cè),對(duì)碰撞干涉、刀具負(fù)載平衡狀態(tài)進(jìn)行監(jiān)控,從而對(duì)刀具和機(jī)床進(jìn)行保護(hù)。此外,該系統(tǒng)還可以對(duì)工件的非正確裝卡狀態(tài)、錯(cuò)誤的工件毛坯尺寸等進(jìn)行檢測(cè)并在機(jī)床內(nèi)對(duì)工件zui終形狀進(jìn)行尺寸控制,從而保證產(chǎn)品的加工質(zhì)量。在加工效率方面,NORDMANN監(jiān)控系統(tǒng)可以通過(guò)間接方式對(duì)金屬切削過(guò)程中的有效功率、切削力等進(jìn)行控制,從而可以減少空切時(shí)間、延長(zhǎng)刀具使用壽命、zui大化進(jìn)給與轉(zhuǎn)速以提高加工效率。NORDMANN監(jiān)測(cè)系統(tǒng)可擴(kuò)展下列額外的測(cè)量系統(tǒng):力傳感器、聲發(fā)射傳感器、有功功率測(cè)量器、工件的有聲尺寸監(jiān)測(cè)、光學(xué)激光傳感器、直接安裝于刀具切入部分的傳感器(圖6)。在監(jiān)控過(guò)程中,該系統(tǒng)可以實(shí)時(shí)生成測(cè)量數(shù)據(jù)并顯示在PCU50/PCU70模塊的操作面板上,并可對(duì)刀具的磨損、破損等狀態(tài)進(jìn)行評(píng)估。應(yīng)用范圍上,NORDMANN監(jiān)控系統(tǒng)可用于CNC車床、加工中心、磨床等設(shè)備加工過(guò)程中的功率、力、扭矩等物理量的監(jiān)測(cè)與控制。
結(jié)束語(yǔ)
切削加工過(guò)程的在線監(jiān)測(cè)與控制系統(tǒng)已在國(guó)外廣泛應(yīng)用,并取得了顯著的效果。但是,這類系統(tǒng)在國(guó)內(nèi)并未得到廣泛應(yīng)用。隨著復(fù)雜結(jié)構(gòu)產(chǎn)品的廣泛應(yīng)用、產(chǎn)品服役性能對(duì)產(chǎn)品加工質(zhì)量要求的不斷提升,以及生產(chǎn)企業(yè)對(duì)產(chǎn)品低成本率加工的不斷追求,采用相應(yīng)的監(jiān)控與優(yōu)化系統(tǒng)對(duì)切削加工過(guò)程進(jìn)行在線監(jiān)控并進(jìn)行切削參數(shù)的在線優(yōu)化已逐漸成為智能加工技術(shù)研究與工程應(yīng)用的重點(diǎn),并將隨著數(shù)控加工技術(shù)以及復(fù)雜產(chǎn)品加工需求的發(fā)展而得到廣泛應(yīng)用。
(文章來(lái)源:航空制造網(wǎng))

- 凡本網(wǎng)注明"來(lái)源:機(jī)床商務(wù)網(wǎng)"的所有作品,版權(quán)均屬于機(jī)床商務(wù)網(wǎng),轉(zhuǎn)載請(qǐng)必須注明機(jī)床商務(wù)網(wǎng),//www.hzzhongling.com/。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來(lái)源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)轉(zhuǎn)載時(shí),必須保留本網(wǎng)注明的作品來(lái)源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問(wèn)題,請(qǐng)?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
)有限公司")
")

- OFC:通快推出高速率VCSEL和Photodiode產(chǎn)品
- 邀請(qǐng)函 | 2025通快中國(guó)技術(shù)博覽會(huì)-暨通快中國(guó)成立25周年
- 津上精密機(jī)床成功簽約新工廠項(xiàng)目
- 5萬(wàn)噸磷酸鐵鋰項(xiàng)目投產(chǎn)在即!派勒千升級(jí)研磨機(jī)硬核助攻

- 2025亞洲金屬建筑設(shè)計(jì)與產(chǎn)業(yè)博覽會(huì)
- 2025惠州國(guó)際工業(yè)博覽會(huì)
- 2025MTM金屬世界博覽會(huì)·上海 MTM EXPO 2025
- 2025第二十一屆上海國(guó)際鑄造展覽會(huì)
該企業(yè)產(chǎn)品分類









