



【漢鼎超聲波刀柄】鈦合金(Ti-6Al-4V) : 側銑加工
2025/02/14
20次播放

當前位置:漢鼎智慧科技股份有限公司>>漢鼎智慧科技股份有限公司>>視頻展示>>超聲波加工應用>>【漢鼎超聲波刀柄】45號碳鋼 : 槍鉆深孔加工
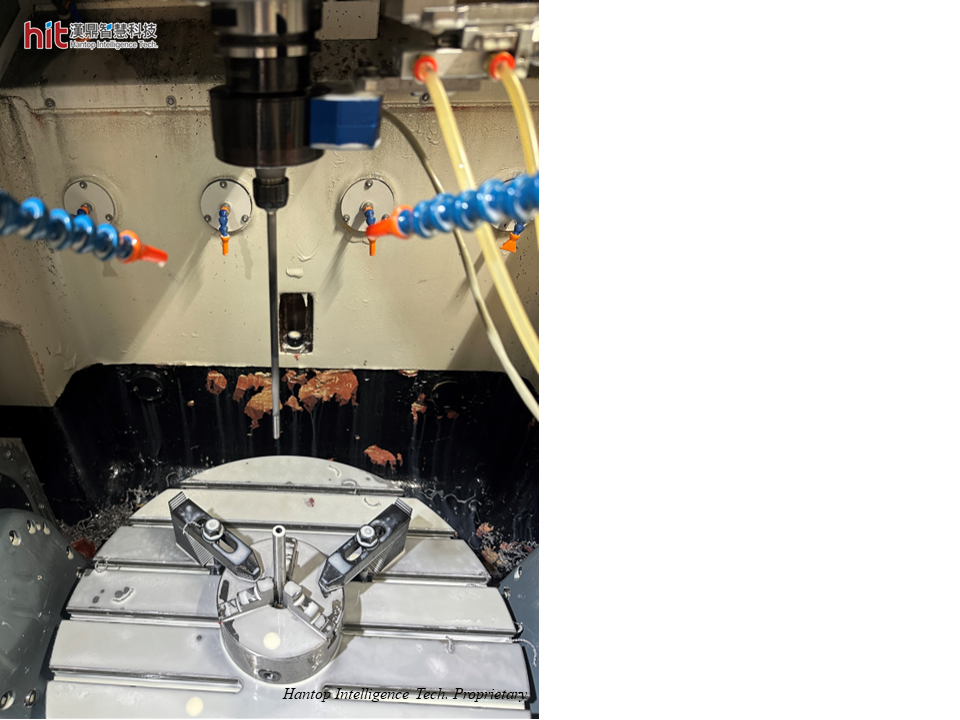
(圖1. 使用漢鼎HSK-A63超聲波加工模組輔助45號碳鋼槍鉆深孔加工)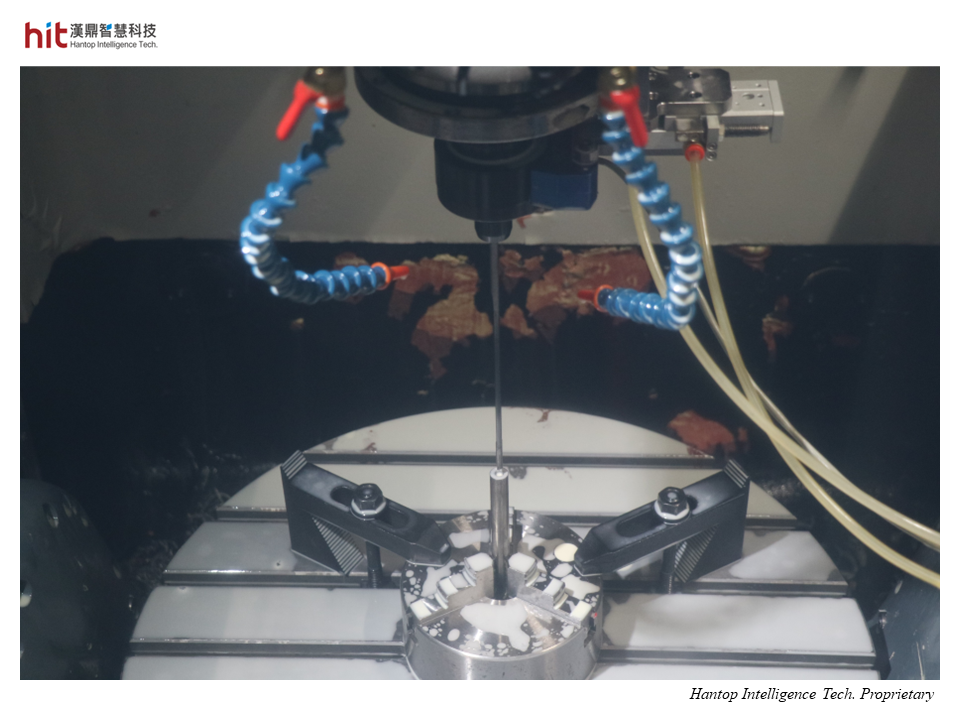
(圖2. 漢鼎超聲波輔助加工模組應用于45號碳鋼槍鉆深孔實際加工過程)
使用漢鼎HSK-A63超聲波加工模組,針對45號碳鋼的超聲波輔助槍鉆深孔加工進行測試,目標是在CNC機臺上,使用深孔槍鉆,在保證鉆孔質量符合客戶驗收標準的前提下,提高加工效率,并改善刀具壽命的穩定性。
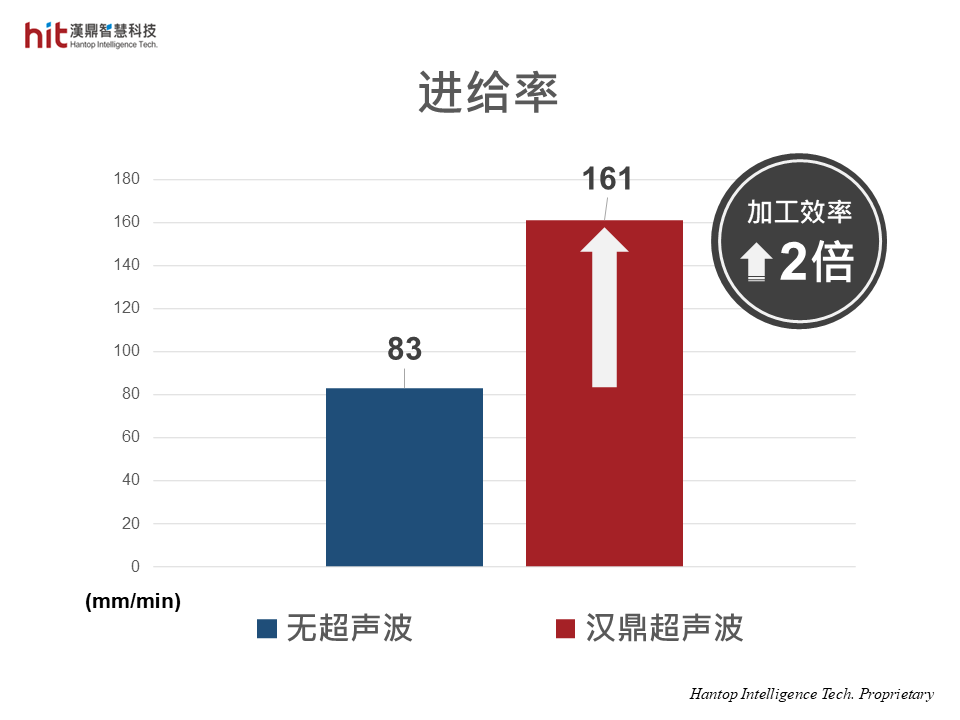
(圖3. 使用漢鼎HSK-A63超聲波加工模組輔助45號碳鋼槍鉆深孔加工, 進給率可提升2倍, 整體加工效率提升2倍)
在固定轉速條件下,搭配漢鼎HSK-A63超聲波輔助加工模組,進給率較原刀具廠商建議參數提高近2倍(從83mm/min提升至161mm/min),每轉進給量也提升近2倍(從0.018mm/rev提升至0.035mm/rev),且中心出水壓力僅開至40bar,整體加工效率提升2倍。
通過漢鼎超聲波,有效降低切削阻力。借助進給率和每轉進給量的提升,加速材料去除效率(Material Removal Rate,MRR),并通過超聲波輔助斷屑機制完成深孔加工。
漢鼎超聲波輔助加工能有效降低切削阻力,加工過程中刀具與工件間接觸時間減少,從而顯著降低切削熱。在提高2倍進給率的高速加工條件下,仍能維持客戶驗收的工件質量。
加工完成后的工件經過剖孔處理,使用表面粗糙度測量儀對深孔孔壁質量進行檢測。結果顯示,即使采用高速工法加工,孔壁質量仍能與傳統工法相當。
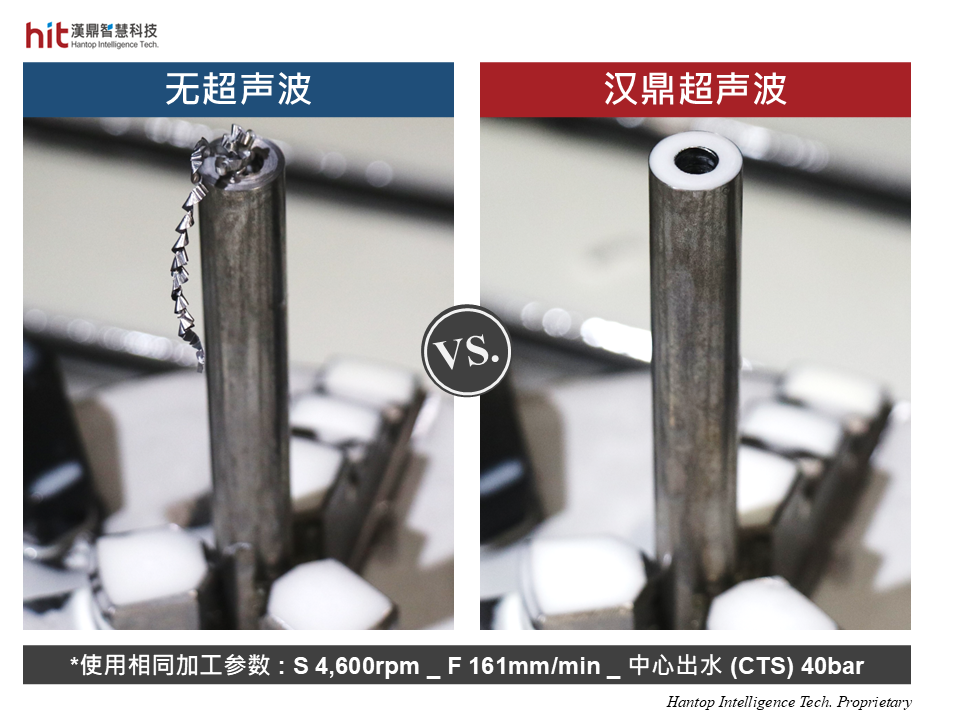
(圖4. 使用漢鼎HSK-A63超聲波加工模組輔助45號碳鋼槍鉆深孔加工, 使排屑過程更順暢, 刀具不纏屑)
通過漢鼎超聲波輔助加工,在提高2倍進給率的高速工法下,即使中心出水壓力僅為40bar,超聲波的高頻微振動使排屑過程更加順暢,刀具不易發生纏屑現象。
相較于無超聲波加工,在相同出水壓力下,刀具容易嚴重纏屑,深孔加工后刀具上附著的切屑被一同拖出工件外。

(圖5. 使用漢鼎HSK-A63超聲波加工模組輔助45號碳鋼槍鉆深孔加工, 切屑形貌變短且容易斷屑)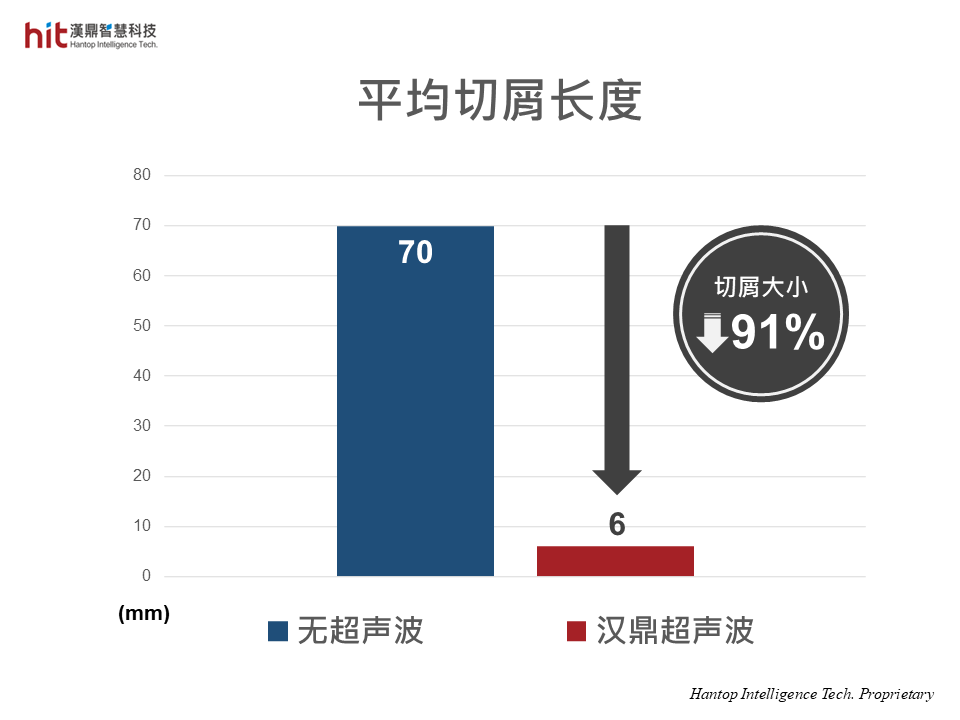
(圖6. 使用漢鼎HSK-A63超聲波加工模組輔助45號碳鋼槍鉆深孔加工, 平均切屑長度減少91%)
使用漢鼎超聲波輔助加工,在提高2倍進給率的高速加工下,中心出水壓力僅為40bar,超聲波的高頻振動可幫助切屑達到一定體積后自然斷屑。切屑長度較無超聲波加工縮短91%(從平均70mm減至6mm)。
切屑形貌從無超聲波加工時的連續壓扁狀,轉變為螺旋纏繞狀,不易纏繞刀具,從而有效維持良好的鉆孔質量并改善刀具壽命。
?? 加工效率 - 提升2倍
?? 鉆孔質量 - 保持穩定,符合客戶驗收標準
?? 切屑長度 - 縮短91%,更易斷屑

【漢鼎超聲波刀柄】鈦合金(Ti-6Al-4V) : 側銑加工
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,機床商務網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。