內孔去毛刺倒角刀使用說明
(整體式倒角去毛刺工具)

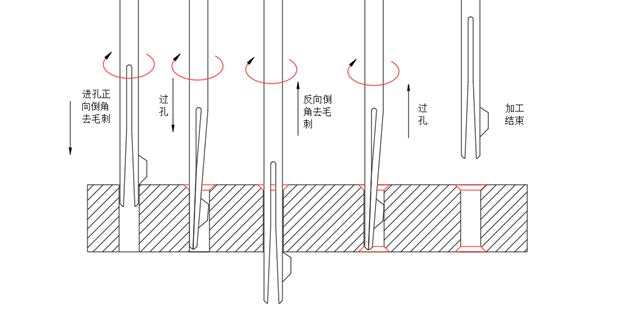
1, 刀具需要對準孔中心,否則下刀時容易損壞或撞斷。
2, 反向去毛刺時,去毛刺工具刃口一定確認全部穿過孔,并且張開,提刀時不能過快(按照建議的進給量或者自己調整后的進給量提刀,不能像鉆頭一樣瞬間提上來,要給刀具閉合的時間),否則容易拉斷。
3, 建議轉速800-1000轉/分左右,進給200-250mm/min。如果覺得倒角小可適當減小進給,如果覺得倒角大可以適當提高進給。
4, 倒角去毛刺工具使用中,有很多辦法可以解決倒角去毛刺問題,此說明僅大致描述,使用過程中有任何問題請隨時和我們溝通,以便更好的解決內孔倒角去毛刺問題。
內孔倒角刀使用說明
(裝刀片式倒角去毛刺工具)

1, 倒角去毛刺工具需要對準孔中心,否則下刀時容易損壞或撞斷。
2, 反向去毛刺的時候,去毛刺工具刃口一定要確認全部穿過孔,并且彈開,否則無法完成切削,提刀時不能過快(按照建議的進給量或者自己調整后的進給量提刀,不能像鉆頭一樣瞬間提上來,要給刀具閉合的時間),否則容易拉斷。
3, 建議轉速800-1000轉/分左右,進給200-250mm/min。如果覺得倒角小科員適當減小進給,如果覺得倒角大可以適當提高進給。刀片式去毛刺工具可以通過調整尾部的螺絲松緊度來控制刀片彈性大小,從而控制倒角大小。
4, 倒角去毛刺工具使用中,有很多辦法可以解決倒角去毛刺問題,此說明僅大致描述,使用過程中有任何問題請隨時和我們溝通,以便更好的解決內孔倒角去毛刺問題。
常見問題:
關于交叉孔,相交叉的兩個孔徑大小有2.5倍以上的差距,標準品的時候用效果會比較好,低于2.5倍徑的話可能會有倒角不完整,毛刺去除不干凈的情況。橢圓孔、破口孔不能使用。
1, 被加工材料硬度建議在HRC35度以下。
2, 旋轉進出孔口,只需正轉,無需正反轉或停頓。
3, 本品傾向于去毛刺加工,因為是柔性切削,倒角角度不能很準確。
如果您的工件屬于孔徑比小于2.5倍的交叉孔,我們會為您非標定制對應的刀片,來解決2.5倍徑以下交叉孔的倒角去毛刺問題。

- 凡本網注明"來源:機床商務網"的所有作品,版權均屬于機床商務網,轉載請必須注明機床商務網,//www.hzzhongling.com/。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。
有限公司")












